MIG/MAG svařování je dnes dostupné i domácím kutilům
Pracovní postup, kterým lze dosáhnout změny meziatomárních vazeb kovů, je stále oblíbenější nejen v profesionálním nasazení. Dostupnost svařovacích agregátů – zejména lehkých invertorů – zpřístupnila kvalitní sváření i kutilům. Pojmy jako MIG, MAG nebo TIG tak lze slyšet už i z domácích dílen a garáží. Znáte rozdíly mezi mezi MIG a MAG svařováním? Víte, v jakých případech je používat a na co dávat při svařování pozor? Čtěte dál.
Postupem vývoje svařovacích technologií bylo objeveno několik možností, jak dosáhnout výsledku pevného nerozebíratelného spoje kovových konstrukcí. Nejrozšířenější metodou spojování zejména železných kovů je dnes MIG a MAG svařování.
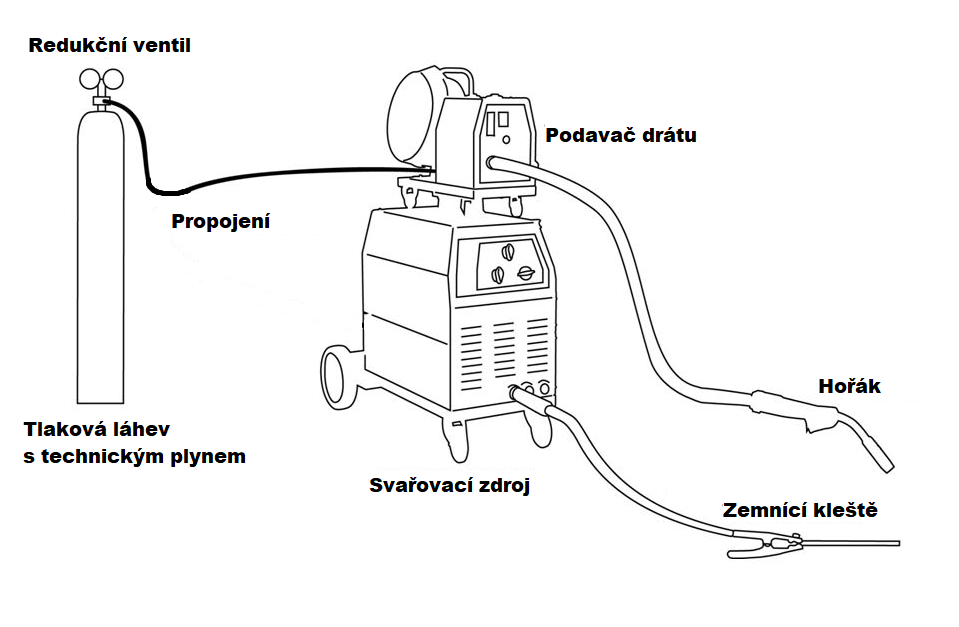
„V obou případech jde o sváření v ochranné atmosféře, kterou vytváří plyn do místa svaru dopravovaný z tlakových lahví ohebnými hadicemi. Přídavný materiál je tvořen svařovacím drátem, který se postupně odvíjí z cívky pomocí podavače. Vše současně ústí do místa svaru pomocí speciálního hořáku,“ vysvětluje Patrik Duda, CEO společnosti Atreon, www.atreon.cz.
Plyny na svařování mají v případě obou zmíněných metod funkci ochrany před atmosférickou oxidací. Tavná lázeň tak vůbec nepřichází do styku se vzdušným kyslíkem
- díky proudu netečného plynu (obvykle argonu nebo směsi argonu a helia) v případě svařování MIG (z angl. Metal Inert Gas) nebo
- díky tomu, že aktivní plyn (nejčastěji CO2 nebo jeho směs s některým z inertních plynů) molekuly kyslíku naváže. To platí u metody svařování MAG (z angl. Metal Active Gas).
Kdy použít MIG a kdy se zase hodí MAG?
Rozhodnutí o volbě konkrétní metody je především otázka svařovaného materiálu. Svařovat se dá použitím inertního plynu MIG, což je případ výroby pracující spíše s neželeznými kovy jako je hliník, hořčík nebo titan. Aktivní plyn u metody MAG potom využijete, pokud hledáte možnost sváření nízko-, středně- i vysokolegovaných ocelí.
Tyto svařovací procesy mají univerzální uplatnění. Používají se jak v kovozpracujícím průmyslu, při výrobě ocelových konstrukcí, tak při stavbách lodí nebo v automobilovém průmyslu. Je s nimi možné svařovat díly z různých (nejen) hutních materiálů, nejrůznějších tlouštěk a tvarů.
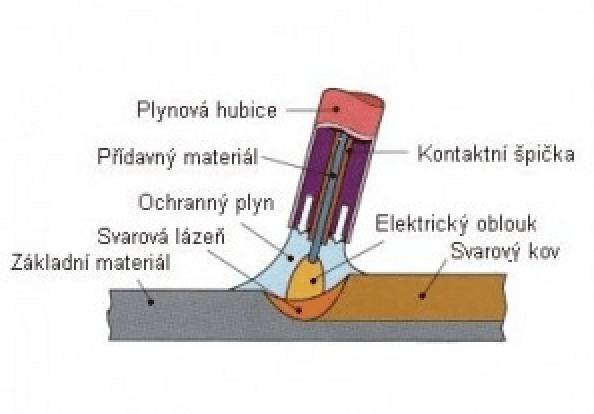
Při svařování MIG/MAG se používá stejnosměrný proud. Oblouk hoří mezi svařencem a tavící se drátovou elektrodou – ta je zároveň přídavným materiálem a je tzv. nekonečná. Pomocí pohonné jednotky se přivádí do kontaktní špičky z cívky nebo bubnu.
Jako přídavné materiály lze použít buď plné, nebo trubičkové dráty (při svařování MIG/MAG se většinou používají ty plné). Ochranný plyn proudí z plynové hubice, která obklopuje elektrodu, chrání oblouk a tavnou lázeň před kontaktem se vzdušným kyslíkem.
Druhy oblouků
Existuje několik druhů oblouků: krátký, přechodový, sprchový, pulzní či rotující. Hranice mezi nimi jsou plynulé. Samotný oblouk vzniká v uzavřeném elektrickém obvodu mezi elektrodou a svařencem. Drátová elektroda má (téměř vždy) kladnou polaritu. Během fáze oblouku přechází materiál tavící se elektrody na svařenec – tento přechod závisí na napětí a rychlosti podavače drátu.
Krátký oblouk
Malé napětí a nízká rychlost drátu. Možnost svařování téměř ve všech polohách. Vhodný zejména pro svařování tenkých plechů a kořenových vrstev.
Přechodový oblouk
Střídání zkratů a roztřikových přechodů v nepravidelných intervalech – dochází ke zvýšené tvorbě rozstřiků. Je lepší se tomuto typu oblouku vyhýbat.
Sprchový oblouk
Hoří trvale bez přerušení zkratu. Přídavný materiál přechází vysokou rychlostí v drobných kapkách do svařovací lázně. Vysoký odtavný výkon a hluboký průvar. Vhodný pro svařování silnějších plechů.
Pulzní oblouk
Přechod materiálu se řídí pulzy tak, aby se vyloučily nežádoucí zkraty. Univerzálně použitelný oblouk s velmi malým rozstřikem. Vhodný pro svařování nejrůznějších druhů a tlouštěk materiálů ve vysoké kvalitě.
Rotující oblouk
Mimořádně výkonný oblouk vhodný pro svařování velmi silných svařenců. Tato metoda je možná pouze v mechanizované podobě a má proto omezené možnosti použití.
Využijte výhod MIG/MAG a vyhněte se základním chybám při svařování

Obě nejpoužívanější metody MIG a MAG vynikají především rychlostí samotného procesu sváření, nízkými náklady na provoz a jednoduchostí. Právě to je zpřístupňuje širokému spektru pracovníků i výrobních dílen včetně těch nejskromnějších. Jediné, co je třeba si ohlídat je pracovní prostředí bez průvanu, který by negativně ovlivňoval stabilitu hoření oblouku. Nutné je také držet jak svařované díly, tak i přídavný materiál v čistotě bez mastnoty a rzi.
Abyste dosáhli co nejlepšího výsledku, je třeba důsledně dbát na technologickou kázeň – to platí ve své podstatě u jakéhokoli průmyslového procesu. V případě svařování kteroukoli metodou je pak řeč především o působení vlhkosti. Nedostatečně vysušené elektrody jsou nejčastější příčinou bublin a pórů snižujících homogenitu kovu v místě svaru. Trhliny pak způsobí nevhodné chemické složení základního nebo přídavného materiálu či jejich nedostatečné natavení.
„Pokud si na svařování jeklů sami netroufnete, nebo je váš projekt tak velký, že na něj nemáte čas, využijte služeb profesionální zámečnické dílny Atreon. Využíváme několik metod svařování. Především pak svařování v ochranné atmosféře tavící se elektrodou (MIG/MAG), kterou je zaručena vysoká rychlost a hlavně kvalita,“ doporučuje Patrik Duda.
Výhody MIG/MAG
- Vysoký odtavný výkon a snadné zapálení oblouku
- Vhodné pro mechanizované a automatizované svařování
- Vysoká rychlost svařování bez tvorby strusky
- Dobře použitelné v náročných polohách
- Nízké náklady na přídavný materiál
Nevýhody MIG/MAG
- Omezená možnost svařování venku nebo v průvanu
- Citlivost na vlhkost a rez
- Náchylnost k neprovaření a porozitě
- Vysoké riziko tvorby rozstřiků
Další druhy svařování
Pro spojování konstrukcí s péčí o detail výsledného svaru i pro svařování neželezných kovů je vhodné použití metody svařování TIG (z angl. Tungsten Inert Gas): „Již název napovídá, že jde opět o způsob založený na ochraně atmosférou inertního (netečného) plynu, tentokrát ale s využitím netavící se wolframové elektrody. Přídavný materiál tvořící svarovou housenku je svářečem dodáván v podobě kusového drátu, výjimečně lze využít i spojování bez dodávky přídavného materiálu pouze pomocí natavení dvou materiálově shodných částí,“ vysvětluje Patrik Duda.
Nejstarší metoda ručního svařování elektrickým obloukem se označuje zkratkou MMA (z angl. Manual Metal Arc). K vytvoření vazeb se využívá natavení jak základního spojovaného materiálu tak i toho přídavného v podobě ručně přikládané elektrody na svařování. Působením tepla díky hoření elektrického oblouku vzniká svarová lázeň, která po zchladnutí získá požadovanou pevnost. Zároveň vzniká struska, která má ochrannou funkci při chladnutí spoje. Ta musí být v případě dalšího vrstvení svaru předem důkladně odstraněna.
- Atreon tip: Jak svařovat jekly obalenou elektrodou: Kompletní návod krok za krokem
Víte, že…
Právě vytvoření vysoké teploty je podmínkou možnosti rozrušení do té doby silných vazeb mezi jednotlivými atomy kovů a při následném chladnutí vytvoření vazeb nových. K tomuto účelu se svého času používala kovářská výheň, která ale sama o sobě ještě nezmohla nic, pokud se k teplotě nepřidal i tlak údery kovářských kladiv. Až s objevem elektrického proudu bylo možné dosáhnout teplot tak vysokých, že se proces obešel zcela bez působení tlaku – svařování.
![]()
Kdo je Patrik Duda
Začal jako finanční poradce. Už ve svých 21 letech začal nakupovat byty na Ústecku. Stojí za unikátním projektem v ČR Naughty Harbor, který dodnes vlastní a provozuje. Většinu svého času se věnuje byznysu, který je zároveň jeho koníčkem.
Řídí se Baťovým pravidlem „náš zákazník náš pán“. Rád hledá mezery na trhu. Na základě toho založil společnost Atreon, která poskytuje řemeslníkům, kutilům, malým a středním firmám hutní materiál.
Ve volném čase běhá a chodí především do fitka.
Více informaci na: www.atreon.cz
Poslední zprávy z rubriky Průmysl:
Přečtěte si také:
Příbuzné stránky
- Jaký je dnes státní svátek?
- Jaký je dnes mezinárodní den?
- Kdo má dnes svátek?
- Stravenky a mzda 2020 - Jsou pro vás stravenky výhodnější než zvýšení mzdy?
- Výpočet důchodu - Jak vysoký budete mít důchod?
- 2025 - Rok 2025. Co nového bude v roce 2025 ve financích?
- Měřítko - měřítko mapy. Co znamená měřítko na mapě a kolik kilometrů v reálu je jeden centimetr na mapě
- MIG/MAG svařování je dnes dostupné i domácím kutilům
- Obsluha pracoviště robotického svařování metodou laser, mig/mag a rop/tig - nabídka práce
- Svářeč - svařování metodami mag (v co); mig - nabídka práce
- Likviditu na domácím trhu dnes budou zajišťovat pouze domácí hráči.
- Svářeč metodou tig, mig/mag - nabídka práce



Prezentace
17.12.2024 Začínáte s kryptoměnami? Binance je ideálním…
16.12.2024 Vybrali jsme TOP 5 dárků ze světa technologií.
Okénko investora

Olívia Lacenová, Wonderinterest Trading Ltd.

Mgr. Timur Barotov, BHS

Ali Daylami, BITmarkets

Radoslav Jusko, Ronda Invest
Inflace v listopadu 2024: Jakou investiční strategii zvolit?

Miroslav Novák, AKCENTA

John J. Hardy, Saxo Bank

Petr Lajsek, Purple Trading

Jakub Petruška, Zlaťáky.cz
S návratem Donalda Trumpa zlato prudce klesá. Trhy zachvátila pozitivní nálada

Jiří Cimpel, Cimpel & Partneři
Portfolio 60/40: Nadčasová strategie pro dlouhodobé investory

